|
|
Методика подбора дисковых пил SWEDEX.
 Каждый год предприятие SWEDEX, помимо находящихся на складе 70 000 единиц готовой продукции, дополнительно производит несколько тысяч дисковых пил для самых разных областей применения.
Каждый год предприятие SWEDEX, помимо находящихся на складе 70 000 единиц готовой продукции, дополнительно производит несколько тысяч дисковых пил для самых разных областей применения.
Компания SWEDEX имеет большой опыт технической поддержки своих клиентов и помогает решить многие специфические проблемы, касающиеся производительности, срока службы и подбора пильных дисков.
Подбор дисковых пил SWEDEX происходит по следующим параметрам:
.
.
Передний угол дисковой пилы.
Передний угол подбирается под распиливаемый материал, под тип обработки и тип используемого инструмента. Ниже приводятся некоторые распространённые значения угла для разных материалов:
Отрицательный угол 5-10 градусов – поперечная распиловка древесины маятниковыми и параллельными пилами. Поперечная распиловка планок совместно с использованием обрезочных устройств с попутной подачей материала.
Отрицательный угол 2-5 градусов - поперечная резка металлов с ручной подачей материала, а также резка пластиков и ламинированных плит.
6-10 градусов - поперечная распиловка древесины, твердых пластиков, ламинированных и фанерных плит. Резка цветных металлов с автоматической подачей материала.
5-15 градусов - поперечная распиловка древесины. Форматная раскройка древесно-стружечных плит, пластика, декоративной фанеры и фанерных панелей.
22 градусов - продольная распиловка сухой и сырой древесины.
25-30 градусов - продольная распиловка и обработка кромки сырых лесоматериалов.
Тип режущей кромки дисковой пилы.
Тип режущей кромки определяется типом заточки зуба. Ниже приведены самые распространенные способы заточки. Однако существует много других вариантов и комбинаций.
 AA. Прямая заточка зубьев - для продольной распиловки древесины, в т.ч. на доски. Могут применяться при высоких скоростях подачи и стандартных требованиях к качеству поверхности спила. AA. Прямая заточка зубьев - для продольной распиловки древесины, в т.ч. на доски. Могут применяться при высоких скоростях подачи и стандартных требованиях к качеству поверхности спила.
 BA. Зубья с чередующейся косой заточкой - для продольной и поперечной распиловки древесины. Форматная раскройка плит, например, декоративной фанеры. Обеспечивают высокое качество поверхности спила. BA. Зубья с чередующейся косой заточкой - для продольной и поперечной распиловки древесины. Форматная раскройка плит, например, декоративной фанеры. Обеспечивают высокое качество поверхности спила.
BAE. Зубья с чередующейся косой заточкой с фаской - для распиловки тонкого жёсткого пластика.
 CA. Зубья, с косой заточкой вправо. CA. Зубья, с косой заточкой вправо.
 DA. Зубья, с косой заточкой влево - все зубья скошены в одну сторону. Дают чистую поверхность спила. Используются для надрезных дисков, разметочных дисков и вырезания шипов, а также для форматной раскройки плит. DA. Зубья, с косой заточкой влево - все зубья скошены в одну сторону. Дают чистую поверхность спила. Используются для надрезных дисков, разметочных дисков и вырезания шипов, а также для форматной раскройки плит.
 EA. Трапецеидальные зубья - используются для надрезных и подрезных дисков. Для распиловки плит с покрытием и без покрытия, в том числе, для древесностружечных и древесноволокнистых плит, в т.ч. древесноволокнистых плит средней плотности (МДФ) и древесноволокнистых плит высокой плотности. EA. Трапецеидальные зубья - используются для надрезных и подрезных дисков. Для распиловки плит с покрытием и без покрытия, в том числе, для древесностружечных и древесноволокнистых плит, в т.ч. древесноволокнистых плит средней плотности (МДФ) и древесноволокнистых плит высокой плотности.
(ХДФ). Также подходят для пластиков и ламинированных плит.
EAM. Трапецеидальные зубья - EAM Используются для резки металла.
 RA. Зубья с плоской режущей кромкой и коническими боковыми поверхностями - используются на разметочных дисках при разметке плит на части перед их форматной раскройкой. RA. Зубья с плоской режущей кромкой и коническими боковыми поверхностями - используются на разметочных дисках при разметке плит на части перед их форматной раскройкой.
RABA. Зубья с чередующейся косой заточкой и коническими боковыми поверхностями.
 EAXH. Зубья с прямой заточкой, чередующиеся с зубьями с остроконечной заточкой с чашеобразной кромкой -применяются для пилки лакированных и облицованных плит. EAXH. Зубья с прямой заточкой, чередующиеся с зубьями с остроконечной заточкой с чашеобразной кромкой -применяются для пилки лакированных и облицованных плит.
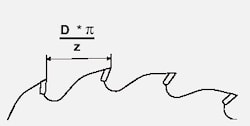
Шаг зубьев дисковой пилы.
Шаг зубьев является важным фактором при выборе пильного диска для разных видов работ. Шаг зубьев – это расстояние между двумя зубьями, выраженное в мм.
Для вычисления шага зубьев используется формула: Шаг зубьев = (Диаметр * число пи) / Число зубьев.
Форма заточки кромки дисковой пилы.
Стандартные зубья затачиваются с плоской режущей кромкой. Для максимальной эффективности работы зубья могут затачиваться попеременно со скосом вправо и со скосом влево, либо иметь чашеобразную заточку.
Шпоночная канавка, резьбовые отверстия под винты и мелкие отверстия без резьбы.
При заказе шпоночной канавки необходимо знать ее ширину х, глубину у и количество канавок.
Резьбовые отверстия под винты и мелкие отверстия без резьбы можно задать, указав либо начальную окружность зубьев, либо расстояние «от края до края».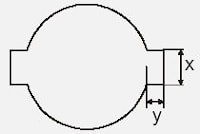
Если полотно диска должно иметь только одно мелкое отверстие без резьбы, указывается расстояние между центром этого отверстия d и центром диска D.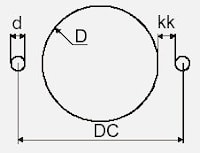
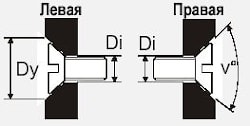
Для выполнения резьбового отверстия под винт с головкой заподлицо указывается диаметр ножки винта и угол зенковки или тип резьбы, а также с какой стороны нужно выполнить зенковку.
Исполнение дисковой пилы.
Ниже перечислены варианты исполнения диска. Если дисковая пила полностью изготавливается по параметрам заказчика, он обозначается "sp".
B2 = Большая ширина пропила
T2 = Маленькая ширина пропила
T3 = Очень маленькая ширина пропила
T4 = Чрезвычайно узкий пропил (с ограниченной глубиной пропила)
S = Диски с защитными зубьями
R = Диски с очистными шлицами
SR = Диски с очистными шлицами и защитными зубьями
E = Диски с уменьшенными углублениями между зубьями для понижения шумности
L = Диск, демпфированный лазером
BО = Диск с выпуклой боковой заточкой
Если заказывается нестандартная дисковая пила, следует, по возможности, прилагать ее чертеж или указывать некоторые дополнительные данные.
Скорость распиловки дисковой пилой.
Обычно, для повышения устойчивости, выбирается дисковая пила наименьшего из возможных диаметров. В то же время, чтобы добиться наибольшей скорости пиления, нужно, чтобы диаметр дисковой пилы был правильно подобран, учитывая число оборотов станка (если т станок имеет регулируемое число оборотов, даются рекомендации по работе станка).
Твердосплавные пильные диски могут применяться на относительно высоких скоростях.
Для деревообработки SWEDEX рекомендует среднюю скорость распиловки около 70 м/сек.
Рассчитать скорость распиловки можно с помощью приведенной формулы:
v = (D * 3,14 * n) / (60 * 1000), где
n - число оборотов в минуту
D - диаметр,[мм]
v - скорость резания,[м/с]
Рекомендации для выбора скорости распиловки:
Материал
| Скорость распиловки(м/сек)
| Дерево: поперечный распил
| 50-80
| Продольный распил - сухая древесина
| 60-10
| Продольный распил - сырая древесина
| 60-100
| Диски для лесопиления
| 60-100
| Фанера и ламинированные плиты
| 60-80
| Древесно-волокнистая плита
| 70-80
| Гипсокартон, древесно-стружечная плита и декорат.
| 50-80
| фанера шпон, бобины тонкого картона
| 50-80
| Твердый пластик
| 50-75
| Оргстекло, ПВх, бакелит
| 50-85
| Пластиковый ламинат
| 50-75
| Мягкие пластики
| 15-50
| Алюминий
| 60-80
| Медь
| 50-70
| Латунь
| 50-70
| Легкий бетон
| 40-60
| Сталь (не закаленная)
| 5-30
|
Подача на один зуб.
Для увеличения срока службы и повышения качества резки важно выбрать оптимальную величину подачи на один зуб.
Если дисковая пила будет иметь низкую скорость подачи, это может привести к быстрому износу пилы. Если скорость подачи будет слишком высокой, это может привести к поломке зуба и к тому, что расстояния между зубьями будет не хватать.
Рассчитать подачу на один зуб можно с помощью приведенной ниже формулы:
Sz = (S * 1000) / (n * z), где:
Sz -подача на 1 зуб, мм
S - скорость подачи, м/мин
n - количество оборотов в минуту
Z - количество зубьев
Рекомендации для выбора величины подачи на один зуб, выраженной в мм.
Материал
| подача на один зуб (мм)
| Дерево: поперечный распил
| 0,10-0,35
| Продольный распил - сухая древесина
| 0,10-0,20
| Продольный распил - сырая древесина
| 0,20-0,80
| Диски для лесопилки
| 0,70-1,50
| Диски для лесопилки *
| 0,80-2,50
| Фанера и ламинированные плиты
| 0,05-0,12
| Древесноволокнистая плита
| 0,08-0,25
| Гипсокартон, древесностружечная плита и декорат.
| 0,08-0,25
| фанера шпон, бобины тонкого картона
| 0,08-0,25
| Твердый пластик
| 0,05-0,12
| Оргстекло, винипласт, бакелит
| 0,05-0,12
| Пластмассовый ламинат
| 0,03-0,06
| Мягкие пластики
| 0,05-0,08
| Алюминий
| 0,02-0,05
| Медь
| 0,03-0,08
| Латунь
| 0,03-0,08
| Сталь (не закаленная)
| 0,01-0,03
| *Надпилы и обработка кромок
| |
Углубление между соседними зубьями.
При очень высокой скорости подачи на один зуб существует риск того, что объёма углубления между соседними зубьями может не хватить, чтобы вместить в себя всю стружку. Это может привести к поломке зуба.
Вероятность такой проблемы довольно трудно рассчитать, поэтому в этой связи необходимо консультироваться у технических специалистов предприятия Swedex, которые разработали программу для расчёта необходимого объёма углубления между зубьями. Эта же программа применяется и для расчёта остальных параметров работы дисковой пилы.
|